- Frame
The frame is the basic component of the filter press. The two ends are thrust plates and clamping heads. The beams on both sides connect the two. The beams are used to support the filter plate, filter frame and clamping plate. In order to meet the hygiene needs, the frame needs to be covered with stainless steel. The stainless steel wrapping technology can be used as a reference, and its quality can meet the needs of European customers.
A. Thrust plate: It is connected to the support to place one end of the filter press on the foundation. The middle of the thrust plate of the chamber filter press is the feed hole. There are four holes in the four corners. The holes in the upper two corners are the inlet of washing liquid or compressed gas, and the lower two corners are the outlet (undercurrent structure or filtrate outlet)
b. Clamping plate: It is used to clamp the filter plate and filter frame. The rollers on both sides are used to support the clamping plate to roll on the rails of the beam.
C. Beam: It is a load-bearing component. According to the anti-corrosion requirements of the use environment, it can be coated with hard polyvinyl chloride, polypropylene, stainless steel coating or new anti-corrosion coatings.
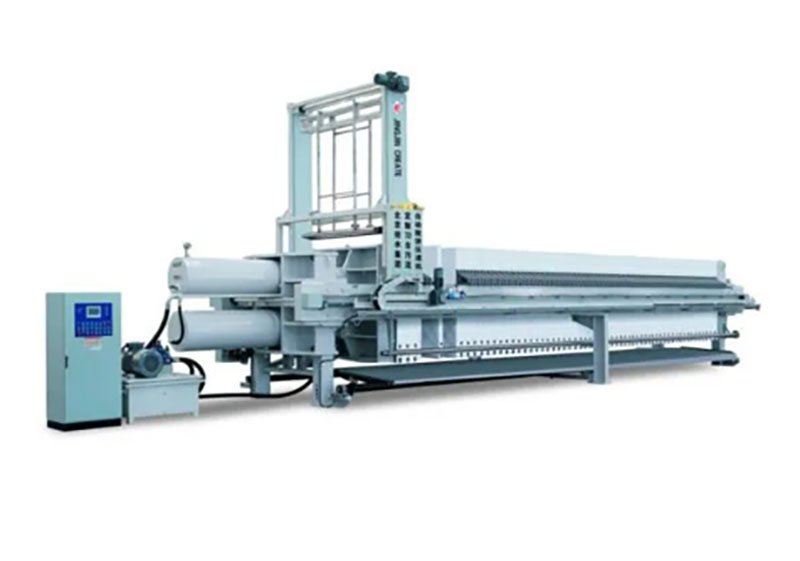
- Clamping mechanism
Manual clamping, mechanical clamping, hydraulic clamping.
A. Manual clamping: The filter plate is clamped by pushing the clamping plate with a spiral mechanical jack.
B. Mechanical clamping: The clamping mechanism consists of a motor (equipped with an advanced overload protector), a reducer, a gear pair, a screw and a fixed nut. When clamping, the motor rotates forward, driving the reducer and gear pair, so that the screw rotates in the fixed nut, pushing the clamping plate to clamp the filter plate and filter frame. When the clamping force becomes larger and larger, the motor load current increases. When it reaches the current value set by the protector, a greater clamping force is reached, the motor cuts off the power supply and stops rotating. Since the screw and the fixed nut have a reliable self-locking spiral angle, the clamping state during the working process can be reliably guaranteed. When retreating, the motor reverses, and when the pressure block on the clamping plate touches the travel switch, it retreats and stops.
C. Hydraulic clamping: The hydraulic clamping mechanism consists of a hydraulic station, a cylinder, a piston, a piston rod, and a Havlan card hydraulic station connected with a clamping plate. The structure of the station consists of: a motor, an oil pump, a relief valve (pressure adjustment), a reversing valve, a pressure gauge, an oil circuit, and an oil tank. When the hydraulic clamping machine is clamped, the hydraulic station supplies high-pressure oil, and the component cavity formed by the cylinder and the piston is filled with oil. When the pressure is greater than the friction resistance of the clamping plate, the clamping plate slowly presses the filter plate. When the clamping force reaches the pressure value set by the overflow valve (displayed by the pressure gauge pointer), the filter plate, the filter frame (plate and frame type) or the filter plate (box type) is clamped, and the overflow valve begins to unload. At this time, the motor power supply is cut off, and the clamping action is completed. When retreating, the reversing valve is reversed, and the pressure oil enters the rod cavity of the cylinder. When the oil pressure can overcome the friction resistance of the clamping plate, the clamping plate begins to retreat. When the hydraulic clamping is automatic pressure maintenance, the clamping force is controlled by the electric contact pressure gauge. The upper and lower limit pointers of the pressure gauge are set to the values required by the process. When the clamping force reaches the upper limit of the pressure gauge, the power is cut off and the oil pump stops supplying power. The clamping force decreases due to the internal and external leakage that may occur in the oil system. When it drops to the lower limit pointer of the pressure gauge, the power is turned on and the oil pump starts to supply oil. When the pressure reaches the upper limit, the power is cut off and the oil pump stops supplying oil. This cycle is used to ensure the clamping force effect during the filtering process.
- Filtering mechanism
The filtering mechanism consists of a filter plate, a filter frame, a filter cloth, and a squeeze diaphragm. The filter plate is covered with filter cloth on both sides. When a squeeze diaphragm is required, a set of filter plates consists of a diaphragm plate and a side plate. The base plate of the diaphragm plate is covered with a rubber diaphragm on both sides, and the outside of the diaphragm is covered with filter cloth. The side plate is an ordinary filter plate. The material enters each filter chamber from the material hole on the thrust plate. The solid particles are retained in the filter chamber because their particle size is larger than the pore size of the filter medium (filter cloth), and the filtrate flows out from the outlet hole below the filter plate. When the filter cake needs to be squeezed dry, in addition to using diaphragm pressing, compressed air or steam can also be used from the washing port to flush out the water in the filter cake to reduce the moisture content of the filter cake.
(1) Filtration method
The filtrate outflow method is divided into open flow filtration and dark flow filtration.
A. Open flow filtration: A nozzle is installed on the outlet hole below each filter plate, and the filtrate flows out directly from the nozzle.
B. Dark flow filtration: There is a liquid outlet channel hole below each filter plate, and the outlet holes of several filter plates are connected to form a liquid outlet channel, which is discharged from the pipe connected to the outlet hole below the thrust plate.
(2) Washing method
When the filter cake needs to be washed, there are open flow unidirectional washing and bidirectional washing, and dark flow unidirectional washing and bidirectional washing.
A. Open flow unidirectional washing is that the washing liquid enters from the washing liquid inlet hole of the thrust plate in turn, passes through the filter cloth and then the filter cake, and flows out from the non-porous filter plate. At this time, the liquid outlet nozzle of the perforated plate is in a closed state, and the liquid outlet nozzle of the non-porous plate is in an open state.
B. Open flow bidirectional washing is that the washing liquid is washed twice from the washing liquid inlet holes on both sides above the thrust plate, that is, the washing liquid is washed from one side first and then from the other side. The outlet and inlet of the washing liquid are in the diagonal direction, so it is also called bidirectional cross washing.
C. Dark flow unidirectional washing is that the washing liquid enters from the washing liquid inlet hole of the thrust plate in turn into the perforated plate, passes through the filter cloth and then the filter cake, and flows out from the non-porous filter plate.
D. Undercurrent bidirectional washing is washing twice from the two washing liquid inlet holes on both sides above the stop plate, that is, washing from one side first and then from the other side. The outlet of the washing liquid is in the diagonal direction, so it is also called undercurrent bidirectional cross washing.
(3) Filter cloth: Filter cloth is a main filter medium. The selection and use of filter cloth have a decisive effect on the filtering effect. When selecting, the appropriate filter cloth material and pore size should be selected according to the pH value of the filter material, solid particle size and other factors to ensure low filtering cost and high filtering efficiency. When using, ensure that the filter cloth is flat and not folded, and the pore size is unobstructed.